






Recherche et innovation
Notre département R&D est fier de son engagement à partager une série de chapitres disponibles à travers des livres blancs, démontrant notre détermination à partager nos connaissances et nos recherches sur différents sujets tels que l’art de la finition du béton, l’impédance acoustique et bien plus encore. Découvrez nos différents chapitres :
Découvrez nos différents chapitres :
N'hésitez pas à nous faire part de vos réflexions, nous aimerions connaître vos questions, vos idées et savoir comment nous pouvons travailler avec vous pour les développer.
Avez-vous besoin d'aide ?
Qu'est-ce que la R&D ?
La recherche et le développement consistent à élargir la base de connaissances d’une entreprise, puis à appliquer ces connaissances au monde réel. En 2019, Plate 2000 (P2K) a lancé son département de recherche et développement dans le but de créer une communauté de partage et d’innovation dans l’industrie de la finition du béton. En créant cette communauté de partage, P2K espère améliorer davantage les performances des finisseurs de béton en leur fournissant les outils et les connaissances nécessaires. Cependant, en tant que membre de la communauté de la finition du béton, P2K a besoin de votre expertise pour comprendre la problématique et savoir comment nous pouvons vous aider à améliorer encore plus votre performance au travail. En tant que membre de la communauté, P2K a le plaisir de présenter la série d’articles suivante (P2K Innovation Series) qui fournira aux lecteurs les dernières innovations et technologies dans le domaine de la finition du béton ainsi que d’autres domaines dans lesquels P2K se développera.
N’hésitez pas à nous faire part de vos réflexions, nous aimerions connaître vos questions, vos idées et savoir comment nous pouvons travailler avec vous pour les développer.
Restez à l’écoute pour notre prochain livre blanc le mois prochain, P2K Innovation – L’art de la finition, qui expliquera l’utilisation des différents outils de finition du béton ainsi que la science derrière la finition du béton et pourquoi elle est importante pour les professionnels.
Ricardo D’Angelo, ing. , Ph. D
Directeur de l’ingénierie et des projets de R&D
L'art de la finition – Partie 1
Truelles mécaniques
Cet article, P2K Innovation – L’art de la finition, est le premier d’une série d’articles qui fourniront aux lecteurs des informations sur les outils de finition du béton ainsi que sur la science qui se trouve en arrière de la finition du béton et les raisons pour lesquelles elle est importante pour les professionnels. Les informations fournies peuvent être utilisées comme référence générale, mais ne peuvent pas remplacer les compétences du finisseur de béton.
Outre la qualité de l’équipement et de l’outillage utilisés, c’est le finisseur qui décide du moment où les opérations de finition doivent commencer et qui résout les problèmes lorsqu’ils surviennent. La planéité et la finition du sol sont une combinaison magistrale des facteurs précités.
Sans plus attendre, commençons cette série par une introduction de base à la finition du béton.
Prenons une dalle de béton fraîchement coulée, qui a été travaillée à l’aide d’un niveleur au laser afin d’obtenir une hauteur à peu près égale.

Avant de commencer la finition du béton à l’aide de truelles mécaniques, le finisseur effectue le test du talon (empreinte) pour vérifier la fermeté du béton. En règle générale, la finition peut commencer si la profondeur de l’empreinte n’est pas supérieure à 1/8″, ou dans certains cas à 1/4″, et si aucun reflet d’eau de ressuage n’est visible à la surface [1].

Si elle est valable, le finisseur peut commencer la finition en utilisant des truelles mécaniques (autoportées) munies de disques flottants pour traiter la surface. Les disques flottants sont de grands disques métalliques qui se fixent à la base de la truelle mécanique, soit en se clipsant sur la lame de la truelle, soit en glissant la lame de la truelle dans un support en Z.
Les disques flottants permettent au finisseur de monter sur la dalle le plus tôt possible pour commencer la finition grâce à leur grande surface plane, qui aide à répartir uniformément le poids de la machine sur une plus grande surface. Cette répartition du poids permet à la machine de “flotter” sur le béton au lieu de s’enfoncer ou de creuser, ce qui pourrait se produire si une machine avec des lames de truelle était utilisée trop tôt dans le processus de finition.
L’opération avec les disques flottants a pour but de déposer les plus gros agrégats sous la surface d’un mortier composé de ciment et d’agrégats fins provenant du béton, de lisser la surface du béton humide (en éliminant les légères imperfections, les bosses et les vides), de compacter le béton et de consolider le mortier à la surface en préparation d’autres opérations de finition [2].

Une fois l’opération avec les disques flottants effectuée et le béton partiellement séché, le béton fraîchement coulé est taloché à l’aide de truelles mécaniques, équipées de lames combinées ou de lames de finition.
Les lames combinées sont des lames métalliques flexibles de type hybride, plus larges et plus flexibles que les lames de finition. La grande largeur des lames permet de répartir le poids de la machine sur la surface du béton pendant le processus de finition et offre un peu plus de “flexibilité”, ce qui permet un contact progressif entre la surface de la lame et le béton lorsque lame est inclinée.
Cette propriété permet d’éviter les bordures agressives qui se produisent généralement lorsqu’une lame de finition est inclinée à des degrés plus élevés. Les lames de finition sont plus étroites que les lames combinées et sont généralement plus rigides, ce qui permet au finisseur d’appliquer un bord plus agressif sur les lames lorsqu’elles sont inclinées. L’opération avec les truelles a pour but de produire une surface dense (compacte), lisse et dure par des passages successifs effectués perpendiculairement à chaque passage précédent.
Ces passages permettent également l’évaporation de l’eau qui pourrait remonter à la surface. Une fois le passage de la truelle terminée, une finition de surface peut être appliquée par le finisseur selon les exigences du client.

Restez à l’écoute pour notre prochain livre blanc le mois prochain, P2K Innovation – L’Art de la finition Partie 2, qui expliquera la science derrière la finition du béton à l’aide de truelles mécaniques à contrôle arrière.
Ricardo D’Angelo, ing. , Ph. D
Directeur de l’ingénierie et des projets de R&D
[1] Expanded Shale, Clay & Slate Institute (ESCSI), décembre 2003, “Finishing Lightweight Concrete Floors”, Publication #4640.
[2] American Concrete Institute, ACI 302.1R-15 – Guide to Concrete Floor and Slab Construction. 2015. ISBN : 978-1-942727-25-5.
P2K- Innovation
L'art de la finition
Partie 2
Cet article, intitulé P2K Innovation – L’art de la finition Partie 2, est le deuxième d’une série d’articles qui fournira aux lecteurs des informations sur les outils de finition du béton ainsi que sur la science derrière la finition du béton et les raisons pour lesquelles elle est importante pour les professionnels. Dans le dernier article, j’ai présenté une introduction de base de la finition du béton à l’aide d’une machine autoportée, ainsi que l’objectif de chaque étape de finition (utilisant les disques flottants et les truelles) pour le processus de finition.
Cet article se concentre sur les étapes et les outils de finition à l’aide d’une truelle mécanique à contrôle arrière.

La finition du béton à l’aide d’une truelle mécanique à contrôle arrière a un processus similaire à celui des truelles mécaniques autoportées. L’une des principales différences réside dans l’ampleur du travail, les truelles autoportées étant utilisées pour les travaux plus importants, tandis que les truelles à contrôle arrière le sont pour les travaux plus modestes.
Dans les deux cas, le processus de finition a lieu après que la dalle de béton ait été équipée d’un niveleur afin d’obtenir une hauteur à peu près égale et après que le finisseur ait effectué le test du talon (empreinte) pour vérifier la fermeté du béton [1].
Une fois la validation effectuée, le finisseur peut commencer la finition en utilisant des truelles mécaniques à contrôle arrière avec des disques flottants ou flottes de départ avec clip pour traiter la surface.
Comme nous l’avons vu dans l’article précédent, les disques flottants sont de grands disques métalliques qui sont fixés au bas de la truelle mécanique, soit en se clipsant sur la lame de la truelle, soit en faisant glisser celle-ci dans une attache de type Z. Les disques flottants utilisés pour les truelles mécaniques à contrôle arrière sont similaires à ceux utilisés pour les machines autoportées, sauf qu’ils sont plus petits et qu’ils ont un bloc soudé au centre, ce qui améliore la manipulation pendant l’opération avec l’utilisation de disque flottant.
L’autre méthode consiste à utiliser des flottes de départ avec clip. Les flottes de départ avec clip sont de larges lames flexibles qui se clipsent généralement sur les lames de finition et donnent des résultats similaires à ceux des disques flottants.
Comme les disques, les lames de truelles aident à répartir le poids de la machine sur une plus grande surface, ce qui permet au finisseur de béton de commencer plus tôt le processus de finition avec des truelles.
Une fois que l’opération avec les disques flottants a été effectuée et que le béton a partiellement séché, le béton fraîchement coulé est finit à l’aide de truelles mécaniques, équipées de lames combinées ou de lames de finition. Ces lames sont plus petites que celles que l’on trouve sur les truelles mécaniques autoportées, mais leur fonction reste la même.
Pour plus d’informations sur les lames et leur utilité, veuillez consulter le premier article, P2K Innovation – L’art de la finition Partie 1.

Tout au long du processus de finition du béton, des forces vibratoires générées intentionnellement sont appliquées au béton vert pour l’aider à se solidifier et, surtout, pour encourager la migration de l’eau vers la surface [2]. Les sources de cette énergie vibratoire comprennent les vibrateurs mécaniques fixés au cadre des niveleurs au laser.
Toutefois, d’autres sources inhérentes d’énergie vibratoire peuvent également être attribuées à une combinaison de vibrations provenant des moteurs et des pièces rotatives, de la friction de l’équipement, des pressions appliquées par la machine sur la surface et du mouvement de la truelle sur la surface [2]. Les avantages de cette énergie vibratoire dépendent à la fois de la nature de l’énergie vibratoire et de l’état du béton au moment où elle est appliquée [2]. La quantité d’énergie transférée de l’équipement de finition au béton vert à chaque étape du processus de finition dépend des forces appliquées par ledit équipement et de l’énergie renvoyée par le béton vers la source d’énergie. Cette énergie acoustique transmise et réfléchie est liée à l’impédance acoustique [2].
L’impédance acoustique décrit la façon dont le milieu acoustique s’écoule lorsqu’il est exposé à la pression d’une onde sonore. Les impédances acoustiques d’une source d’énergie et d’une destination d’énergie sont “appariées” lorsqu’elles sont égales, de sorte qu’il n’y a pas de réflexion de l’énergie acoustique de la destination d’énergie vers sa source. L’impact de l’impédance acoustique sur le béton peut être résumé comme suit : les disques d’acier HRPO ne reproduisent pas l’impédance acoustique du béton. La structure interne du béton est donc stratifiée, les agrégats les plus gros étant envoyés vers le bas.
D’autres matériaux, tels que les plastiques, se rapprochent de l’impédance acoustique souhaitée, en plaçant le béton lors de la finition de sorte que la structure interne soit plus homogène, limitant ainsi la stratification qui se produit actuellement.
Plate 2000 innove continuellement et recherche de nouvelles technologies pour vous fournir, en tant que finisseur de béton, les disques et les truelles qui répondront le mieux à vos exigences et à vos applications. Dans le cadre de cette innovation, j’ai le plaisir de partager avec vous les nouveautés des prochaines semaines.
Au cours des derniers mois, en tenant compte de la théorie de l’impédance acoustique, Plate 2000 a testé et analysé différents plastiques qui pourraient à l’avenir vous fournir, en tant que finisseur de béton, des disques qui vous aideront à finir le béton dans des conditions extrêmes et faciliteront cette finition.
Cette semaine, nous allons tester ces plastiques sur du béton fraîchement coulé.
Restez à l’écoute pour notre prochain livre blanc, P2K Innovation – l’impédance acoustique, qui expliquera plus en détail la théorie de l’impédance acoustique dans la finition du béton et l’impact des truelles mécaniques et des matériaux utilisés pour les disques et les lames de truelle sur l’impédance acoustique du béton et son impact sur le processus de finition.
Ricardo D’Angelo, ing. , Ph. D
Directeur de l’ingénierie et des projets de R&D
[1] Expanded Shale, Clay & Slate Institute (ESCSI), décembre 2003, “Finishing Lightweight Concrete Floors”, Publication #4640.
[2] Allen Engineering Corporation Inc. 2003, Acoustic impedance matched concrete finishing, The United States Patent and Trademark Office, US6857815B2, disponible à l’adresse : https://patents.google.com/patent/US6857815?oq=US+6%2c857%2c815+B2, (consulté le 09-10-2022).
P2K- Innovation
L'art de la finition
Impédance acoustique
Cet article, Innovation P2K – Impédance acoustique, est le troisième d’une série d’articles qui fourniront aux lecteurs des informations sur les outils de finition du béton ainsi que sur la science derrière la finition du béton et les raisons pour lesquelles elle est importante pour les professionnels. Dans le dernier article, j’ai présenté une introduction de base à la finition du béton à l’aide de truelles mécaniques à contrôle arrière, ainsi qu’une brève introduction à l’acoustique. Cet article se concentre sur la théorie de l’impédance acoustique et son impact sur la finition du béton.
Comme je l’ai mentionné dans le dernier article, tout au long du processus de finition du béton, des forces vibratoires générées intentionnellement, telles que celles d’un niveleur au laser, sont appliquées au béton frais pour l’aider à se solidifier et, surtout, pour encourager la migration de l’eau vers la surface [1]. Les forces vibratoires mettent en mouvement les particules du béton frais, réduisant la friction entre elles et créant une liquéfaction temporaire du béton vert qui permet un tassement et une mise en place faciles tout en réduisant le nombre de vides dans le béton.
A titre de référence, l’image ci-dessous montre la section transversale d’une carotte en béton typique après que la finition avec des disques flottants ait été achevé à l’aide d’une disque flottant métallique. Comme on peut le voir, les gros granulats sont répartis sur toute la section, sans aucun vide apparent.
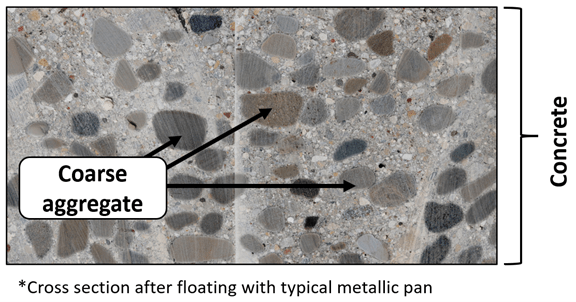
Une section de béton idéale doit présenter une distribution homogène des gros granulats, car l’accumulation ou l’absence de gros granulats dans une section peut contribuer à l’affaiblissement et à la fissuration de la surface du béton.
L’illustration idéalisée du béton mentionnée ci-dessus peut aider à expliquer l’impact de l’énergie vibratoire sur le béton vert. Cependant, vous vous demandez peut-être quel est le lien avec la théorie de l’impédance acoustique et l’impact de l’impédance acoustique sur la distribution des gros granulats dans le béton vert.
Dans le dernier article, j’ai brièvement défini la théorie de l’impédance acoustique, les sources d’énergie et la façon dont le transfert de la source d’énergie à la destination de l’énergie a un impact global sur le béton. Voyons maintenant comment on peut obtenir une impédance acoustique “adaptée” entre un outil de finition et le béton sur la structure interne du béton. Tous les matériaux ont une valeur d’impédance acoustique et lorsque l’énergie acoustique se déplace de la truelle mécanique vers le béton, elle est transférée à travers les différentes interfaces, les matériaux, et subit une combinaison de transmission (à travers le matériau) ou de réflexion (loin du matériau), en fonction de la relation d’impédance. Dans cette approximation, on suppose qu’il n’y a pas de propagation à un angle par rapport à l’interface (ce qui provoquerait une réfraction – flexion des ondes sonores) et que le transfert est de nature abrupte, mais la transition peut être graduelle. La fraction d’énergie transmise à travers l’interface est directement liée aux impédances acoustiques avant et après l’interface.
Conformément à la conservation de l’énergie†, la somme de l’énergie réfléchie et de l’énergie transmise donne l’énergie incidente, ce qui signifie qu’il n’y a pas de perte d’énergie à l’intérieur de l’interface.
L’idée que le transfert d’énergie d’un outil de finition du béton au béton vert en cours de finition est un processus acoustique qui peut sembler déroutante. Cependant, il est important de comprendre qu’il y a un transfert d’énergie. Comme le soulignent d’autres études, s’il n’y avait pas de transfert, l’impact de la finition avec des truelles mécaniques serait nul et n’aurait aucun impact sur le béton [1]. La même étude a montré que puisqu’il y a un transfert d’énergie et qu’il n’y a pas de changement net significatif dans la hauteur du béton après l’opération avec des truelles, la seule possibilité qui reste est que l’opération avec des truelles applique une oscillation mécanique (acoustique) au béton.
Du point de vue du béton, celui-ci présente des valeurs d’impédance caractéristiques basées sur l’état du béton, depuis la coulée initiale jusqu’à l’état durci. Il a été noté que les valeurs augmentent lentement jusqu’à 3 heures après la mise en place initiale, puis augmentent linéairement jusqu’à l’état de durcissement [1]. Cela signifie que l’ensemble truelle/disque de finition peut en théorie avoir une impédance acoustique fixe au lieu d’une impédance variable.
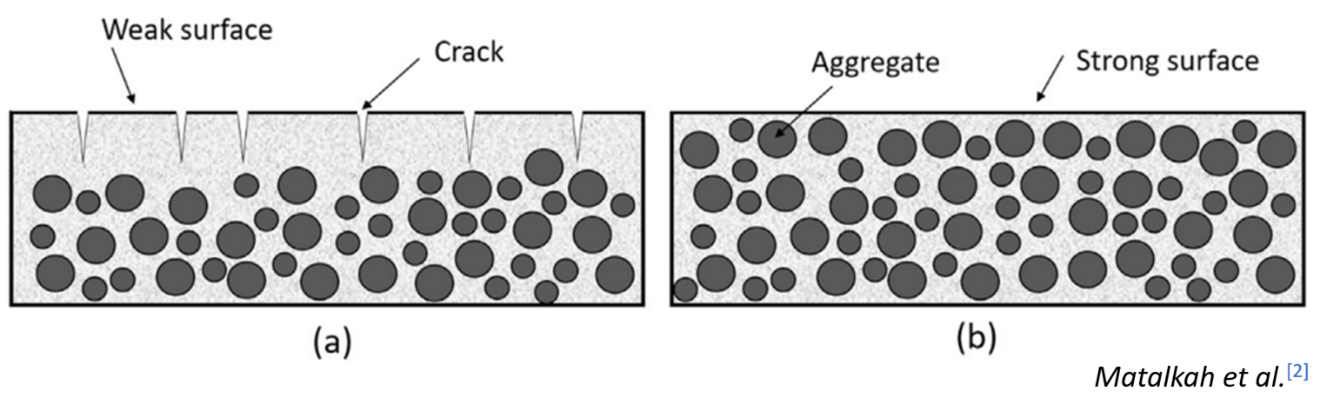
Une représentation théorique idéalisée de l’impact de l’impédance acoustique entre le béton et la source d’énergie par l’intermédiaire d’un matériau permettant une énergie étroitement adaptée et d’un matériau non adapté est illustrée ci-dessous. Le transfert d’énergie acoustique a été simplifié pour être uniquement perpendiculaire à la surface du béton.
(a) Illustration de la mise en place du mélange de béton sur la dalle.
(b) La table laser, en appliquant l’énergie vibratoire, déplace les agrégats et le mortier de manière à créer une surface plane. Comme dans les figures précédentes, il y a homogénéisation du béton et remplissage des vides.
(c) Un disque en acier HRPO est utilisé pour l’opération de finition avec des disques flottants. Étant donné que l’ensemble disque en acier HRPO – machine à truelle n’est pas adapté sur le plan acoustique, il y aura une réflexion de l’énergie acoustique transmise par le béton vers la machine. Il en résulte une structure interne du béton en couches, les plus gros granulats étant envoyés vers le fond.
(d) Si, en revanche, un matériau acoustique étroitement adapté est utilisé pour l’opération de finition avec des disques flottants, il y aura une réduction de l’énergie acoustique réfléchie ; par conséquent, la structure interne du béton sera plus homogène, ce qui limitera la stratification qui se produit actuellement.
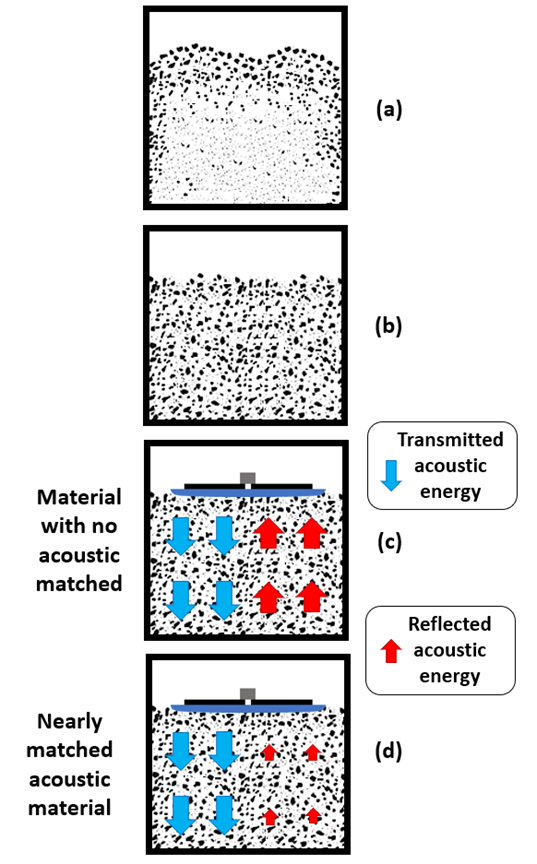
Plate 2000 innove en permanence et recherche de nouvelles technologies pour vous fournir, en tant que finisseur de béton, les disques et les truelles qui répondront le mieux à vos exigences et à vos applications. Dans le cadre de cette innovation, j’ai le plaisir de vous annoncer que Plate 2000 a testé avec succès deux disques innovants le mois dernier sur une dalle de béton dans nos installations.
Restez à l’écoute de notre prochain livre blanc, intitulé P2K Innovation – Plastic Pans, dans lequel je présenterai certains résultats de notre essai de disque en plastique utilisant deux matières plastiques. Les résultats incluront l’usure des disques et l’impact sur la distribution des agrégats de béton dans la section transversale.
Ricardo D’Angelo, ing. , Ph. D
Directeur de l’ingénierie et des projets de R&D
[1] Allen Engineering Corporation Inc. 2003, Acoustic impedance matched concrete finishing, The United States Patent and Trademark Office, US6857815B2, disponible à l’adresse : https://patents.google.com/patent/US6857815?oq=US+6%2c857%2c815+B2, (consulté le 09-10-2022).
[2] Faris Matalkah, Yaser Jaradat, Parviz Soroushian. Fissuration par retrait plastique et ressuage du béton préparé avec du ciment activé par l’alcali. Heliyon 5 (2019) e01514. doi : https://doi.org/10.1016/j.heliyon.2019.e01514
† L’énergie ne peut être ni créée ni détruite, mais seulement convertie d’une forme d’énergie à une autre. Cela signifie qu’un système possède toujours la même quantité d’énergie à moins qu’elle ne soit ajoutée de l’extérieur. Par exemple, l’eau est gelée en retirant de l’énergie. Si la même glace est chauffée (en ajoutant de l’énergie), elle se transforme en eau. Si elle est chauffée davantage (en ajoutant de l’énergie), elle bout et l’eau se transforme en vapeur.